Pájecí cín tvoří základní spojovací materiál v elektronice, který díky nízkému bodu tání vytváří pevné a elektricky vodivé spoje mezi součástkami a deskami plošných spojů. Pro dosažení kvalitního výsledku musíte zvolit správný typ slitiny, pracovat s optimální teplotou pájení a využít kalafunu jako tavidlo pro odstranění oxidů z povrchu kovů.
🔑 Klíčové body
- Cín je kovová slitina používaná jako materiál pro pájení, často obsahuje 60 % cínu a 40 % olova.
- Optimální teplota pájení olovnatým cínem je kolem 320 °C, bezolovnatým cínem mezi 300-350 °C.
- Kalafuna je běžný tavidlo používané k očištění a usnadnění pájení, zlepšuje přilnavost cínu.
- Pájecí cín se vyrábí v různých formách, například trubičkový nebo tyčový, s průměrem drátu 0,5 až 0,75 mm.
- Správná technika pájení zahrnuje předehřátí páječky, správný výběr cínu a použití kalafuny pro kvalitní spoj bez přepálení součástek.

Co je cín a jeho základní vlastnosti

Pájecí cín funguje jako klíčový spojovací materiál, který vytváří pevné mechanické a elektrické spoje mezi kovovými součástkami. Tato slitina cínu zajišťuje dokonalý přenos elektrického signálu díky své vysoké vodivosti a schopnosti přilnout k měděným cestám na deskách plošných spojů.
Chemické složení cínu
Pájecí cín není čistý kov, ale technická slitina navržená pro optimální vlastnosti při tavení. Klasická směs obsahuje 60 % cínu a 40 % olova, což zajišťuje vynikající tekutost a spolehlivost spojů. Kvůli ekologickým normám se dnes stále častěji využívá bezolovnatý cín, který nahrazuje olovo stříbrem nebo mědí. Při práci s těmito materiály hraje zásadní roli kalafuna, která odstraňuje oxidy z povrchu kovů a umožňuje slitině cínu perfektní smáčení pájené plochy.
- Cín zajišťuje mechanickou pevnost spoje.
- Olovo snižuje pracovní teplotu pájení.
- Kalafuna čistí pájený povrch od nečistot.
Fyzikální vlastnosti cínu
Hlavní výhodou cínové slitiny je nízký bod tání, který se u klasické směsi pohybuje okolo 183 °C. Tato nízká teplota pájení chrání citlivé elektronické součástky před tepelným poškozením během procesu spojování. Správně zvolený cín na pájení disponuje optimální viskozitou, která zabraňuje vzniku nežádoucích studených spojů. Pokud hledáte, který cín je vhodný na pájení malých elektronických součástek, vždy volte tenké trubičkové dráty s tavidlem uvnitř, které zaručí přesnou aplikaci materiálu.
Odborná rada: Při práci s bezolovnatým cínem nastavte na své páječce o 20 až 30 °C vyšší teplotu, protože tyto slitiny mají přirozeně vyšší bod tání než tradiční olovnaté typy.
Typy cínu používané při pájení
Výběr správného materiálu zásadně ovlivňuje kvalitu spoje, proto je důležité znát vlastnosti jednotlivých slitin cínu. Jak uvádí odborný portál Wikipedia v článku o pájení, volba správné slitiny cínu je klíčová pro mechanickou pevnost i vodivost výsledného spoje.
Olovnatý cín Sn60Pb40
Tento pájecí cín obsahuje 60 procent cínu a 40 procent olova, což zajišťuje nízký bod tavení a skvělou tekutost. Ideální teplota pájení se u této slitiny pohybuje okolo 320 stupňů Celsia. Je to nejčastější volba pro opravy starší elektroniky, protože se s ním pracuje velmi snadno. Při práci vždy používejte kalafunu pro odstranění oxidů z povrchu kovů, což zajistí čistý a vodivý spoj bez rizika vzniku studeného spoje.
Bezolovnatý cín Sn99Cu1
Moderní bezolovnatý cín se skládá z 99 procent cínu a 1 procenta mědi, čímž splňuje přísné ekologické normy. Vyžaduje vyšší teplotu pájení v rozmezí 300 až 350 stupňů Celsia a má odlišnou strukturu krystalizace. Při přechodu na tento typ musíte použít výkonnější páječku, která udrží stabilní teplotu i při větším odběru tepla. Tento materiál je dnes standardem pro výrobu nové spotřební elektroniky na trhu v České republice.
Klempířský cín SN40Pb60
Klempířský cín obsahuje 40 procent cínu a 60 procent olova, což z něj činí měkkou a dobře tvarovatelnou slitinu. Používá se primárně pro měkké pájení velkých kovových ploch, jako jsou okapy nebo plechové díly. Vzhledem k vysokému obsahu olova není vhodný pro jemnou elektroniku, ale nabízí vynikající přilnavost na měď či pozink. Na českém trhu je dostupný ve formě silnějších tyčí pro snadnější nanášení velkého množství materiálu.
| Typ slitiny | Použití | Teplota tavení | Dostupnost |
|---|---|---|---|
| Olovnatý Sn60Pb40 | Elektronika | cca 183 °C | Vysoká |
| Bezolovnatý Sn99Cu1 | Moderní elektronika | cca 227 °C | Vysoká |
| Klempířský Sn40Pb60 | Plechy a okapy | cca 235 °C | Střední |
Odborná rada: Při výběru vždy zkontrolujte, zda pájecí cín obsahuje tavidlo, například kalafunu, která vám výrazně usnadní práci a zlepší kvalitu spoje.
Pomůcky a materiály potřebné pro pájení
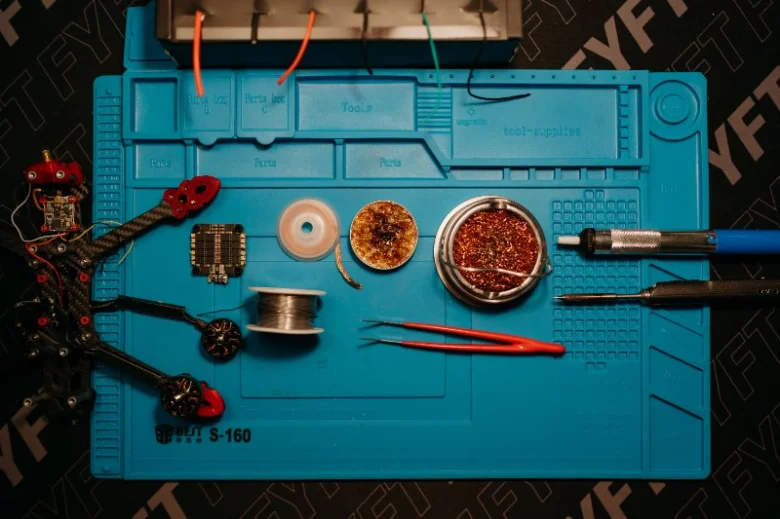
Pro úspěšné a kvalitní pájení elektroniky potřebujete základní sadu vybavení, která vám zajistí přesnou práci a spolehlivé spoje. Kvalitní nářadí a správná volba materiálů přímo ovlivňují výslednou vodivost a mechanickou pevnost každého spoje.
Páječka a nastavení teploty
Pro běžnou práci s elektronikou volte páječku s možností regulace. Optimální teplota pájení se pohybuje v rozmezí 300 až 350 °C, což postačuje pro většinu běžných součástek. Vyšší teploty mohou poškodit plošné spoje, zatímco příliš nízké hodnoty vedou k tvorbě nekvalitních spojů. Při práci vždy používejte stabilní držák, který zabrání popálení pracovní plochy a zajistí bezpečné odložení horkého hrotu.
Kalafuna jako tavidlo
Kalafuna slouží jako klíčové tavidlo, které zbavuje povrchy oxidace a umožňuje lepší smáčení kovu slitinou cínu. Pájecí cín používaný s kalafunou vytváří homogenní a lesklý spoj bez nebezpečných studených spojů. Při pájení jednoduše přiložte hrot k místu spoje a naneste malé množství tavidla, které vyčistí kontakt a usnadní roztékání cínu.
- Páječka s nastavitelnou teplotou
- Pájecí cín (slitina cínu a olova nebo bezolovnatý cín)
- Kalafuna v pevné nebo gelové formě
- Stabilní držák pro odkládání páječky
- Štětec pro odstranění zbytků tavidla
Odborná rada: Před samotným pájením vždy očistěte hrot páječky o vlhkou houbičku nebo drátěnku, čímž odstraníte zbytky starého cínu a zlepšíte přenos tepla.
Správný postup pájení cínem krok za krokem

Správný postup pájení cínem vyžaduje trpělivost a dodržení přesných teplotních parametrů pro dosažení dlouhodobě funkčního elektrického spoje. Tento návod na pájení cínem pro začátečníky vám pomůže pochopit, jak správně pájet cínem krok za krokem.
Příprava nástrojů a materiálu
Před samotnou prací očistěte hrot nástroje od zbytků oxidů a připravte si kvalitní pájecí cín s obsahem tavidla. Páječka vyžaduje nastavení na stabilní teplotu pájení 320 °C, což je ideální hodnota pro běžnou slitinu cínu s olovem. Pokud používáte moderní bezolovnatý cín, zvyšte teplotu hrotu o 30 až 50 °C kvůli jeho vyššímu bodu tání.
Technika nanášení kalafuny a cínu
- Očištění spoje – naneste malé množství kalafuny na místo pájení pro odstranění nečistot a lepší smáčivost povrchu.
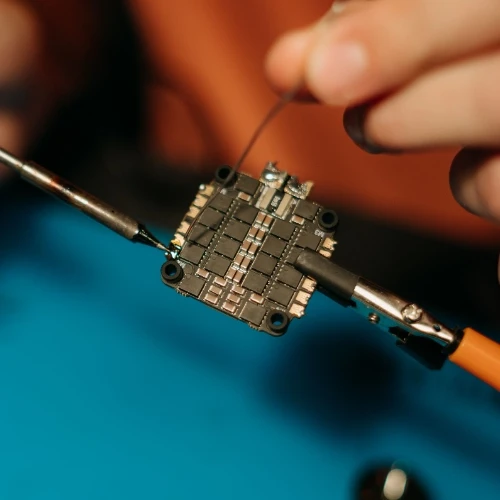
- Nahřátí součástky – přiložte hrot na spoj tak, aby se teplota rovnoměrně přenesla na oba spojované vodiče.
- Aplikace cínu – přiložte pájecí cín přímo k horkému spoji, nikoliv k hrotu páječky, a nechte jej plynule roztéct.
Odborná rada: Cín se taví na spoji díky přenosu tepla z obou součástek, proto dbejte na rychlost, abyste teplem nepoškodili citlivé elektronické komponenty.
Kontrola kvality spoje
Po ztuhnutí slitiny cínu musí být spoj hladký, lesklý a pevně obepínat vývod součástky. Jakýkoliv matný povrch nebo trhliny indikují vznik studeného spoje, který vyžaduje okamžité přepájení. Pokud na spoji vidíte přebytečné množství kovu, odstraňte jej odsávačkou nebo měděným knotem, abyste předešli náhodným zkratům na plošném spoji.
Nejčastější chyby při pájení a jak se jim vyhnout
Při práci s elektronikou se nejčastější chyby při pájení cínem projevují vznikem nespolehlivých kontaktů nebo nevratným poškozením citlivých komponent. Správná technika pájení vyžaduje nejen kvalitní pájecí cín, ale i dodržování fyzikálních limitů materiálů.
Přehřívání a jeho důsledky
Ideální teplota pájení pro běžnou elektroniku by neměla překročit 350 °C. Nadměrné přehřívání způsobuje poškození součástek, degradaci desky plošných spojů a přepálení tavidla v drátu. Pokud vaše páječka hřeje příliš, slitina cínu oxiduje a spoj ztrácí mechanickou pevnost i elektrickou vodivost, což vede k jeho rychlému selhání.
Nedostatek kalafuny
Mnoho začátečníků se ptá, co je kalafuna a jaký má význam při pájení cínem, přičemž její absence je fatální. Kalafuna čistí povrch kovů od oxidů a zajišťuje správné smáčení. Nedostatek kalafuny vede ke vzniku tzv. studeného spoje, který vypadá jako matná a hrbolatá kulička, jež nedrží pevně na pájené ploše.
Špatná technika pájení
Technika pájení přímo ovlivňuje výsledek, proto dbejte na správný úhel hrotu vůči součástce. Pomalý pohyb nebo nesprávný kontakt hrotu s vývodem způsobuje přehřátí okolí a nekvalitní spoj.
Odborná rada:
- Před každým pájením očistěte hrot páječky o vlhkou houbičku.
- Ujistěte se, že používáte správný typ cínu, zejména pokud pracujete s bezolovnatým cínem, který vyžaduje vyšší teplotu.
- Vždy nanášejte cín na předehřátý spoj, nikoliv přímo na hrot páječky.
Časté dotazy o cínu a pájení
Otázka: Jaký cín je nejlepší na pájení elektroniky?
Nejčastěji se používá olovnatý cín Sn60Pb40 s teplotou pájení kolem 320 °C, nebo bezolovnatý cín Sn99Cu1 vyžadující 300 až 350 °C.
Otázka: Co se používá při pájení kromě cínu?
Používá se také kalafuna jako tavidlo a páječka s nastavitelnou teplotou v rozmezí 300 až 350 °C.
Otázka: Jak správně pájet cínem?
Páječka se nahřeje na 320 °C, nanese se kalafuna, rychle se přiloží cín a spoj se nechá zchladnout do lesklého stavu.
Otázka: Na co přesně slouží kalafuna při pájení?
Kalafuna čistí povrch, odstraňuje oxidy a zlepšuje přilnavost slitiny cínu ke spoji.
Otázka: Je cín jedovatý?
Olovnatý cín obsahuje olovo, které je toxické, proto je nutné pracovat v dobře větraném prostoru a používat ochranu.
Otázka: Jaký je rozdíl mezi olovnatým a bezolovnatým cínem?
Olovnatý cín má lepší vodivost a nižší teplotu tání 320 °C, bezolovnatý cín je ekologičtější, ale vyžaduje vyšší teplotu 300 až 350 °C.
Otázka: Jak používat kalafunu při pájení?
Kalafunu naneste štětcem nebo přímo z trubičkového cínu na spoj před pájením, aby se zlepšila přilnavost a čistota spoje.
Otázka: Který cín je vhodný na pájení malých elektronických součástek?
Doporučuje se trubičkový pájecí cín o průměru 0,5 až 0,75 mm, ideálně olovnatý Sn60Pb40.
Otázka: Jaká je optimální teplota pájení?
Pro olovnatý cín je to kolem 320 °C, bezolovnatý cín vyžaduje vyšší teplotu 300 až 350 °C.
Otázka: Jak se vyhnout poškození součástek při pájení?
Použijte správnou teplotu páječky, rychlé pájení a dostatek kalafuny, aby se zabránilo tepelnému poškození součástek.
Otázka: Jaké jsou nejčastější chyby při pájení cínem a jak se jim vyhnout?
Nejčastější chybou je příliš dlouhé zahřívání a studený spoj, proto dodržujte dobu zahřívání do 3 sekund.
Otázka: Jaký typ cínu je vhodný pro klempířské práce?
Pro klempířské práce se běžně používá klempířský cín s obsahem olova kolem 40 procent, který má nižší teplotu tavení přibližně 185 °C.
Otázka: Jak správně skladovat pájecí cín, aby neztratil své vlastnosti?
Pájecí cín skladujte v suchu a při teplotě do 25 °C, aby nedošlo k oxidaci a ztrátě kvality během 12 měsíců.
Otázka: Jaký je rozdíl mezi cínem s kalafunou a bez kalafuny?
Cín s kalafunou obsahuje integrované tavidlo pro snazší pájení, zatímco cín bez kalafuny vyžaduje použití externího tavidla.
Otázka: Jaký je správný postup krok za krokem při pájení cínem?
- Očištění spoje – zajistěte čistý povrch součástky.
- Nahřátí hrotu – nastavte teplotu páječky na 350 °C.
- Přiložení cínu – přiložte cín a spoj spojte do 2 sekund.





